

香蕉视频网站 · 產品介紹
以工匠精神做產品 / 以生產管理做企業

 全國服務熱線
全國服務熱線
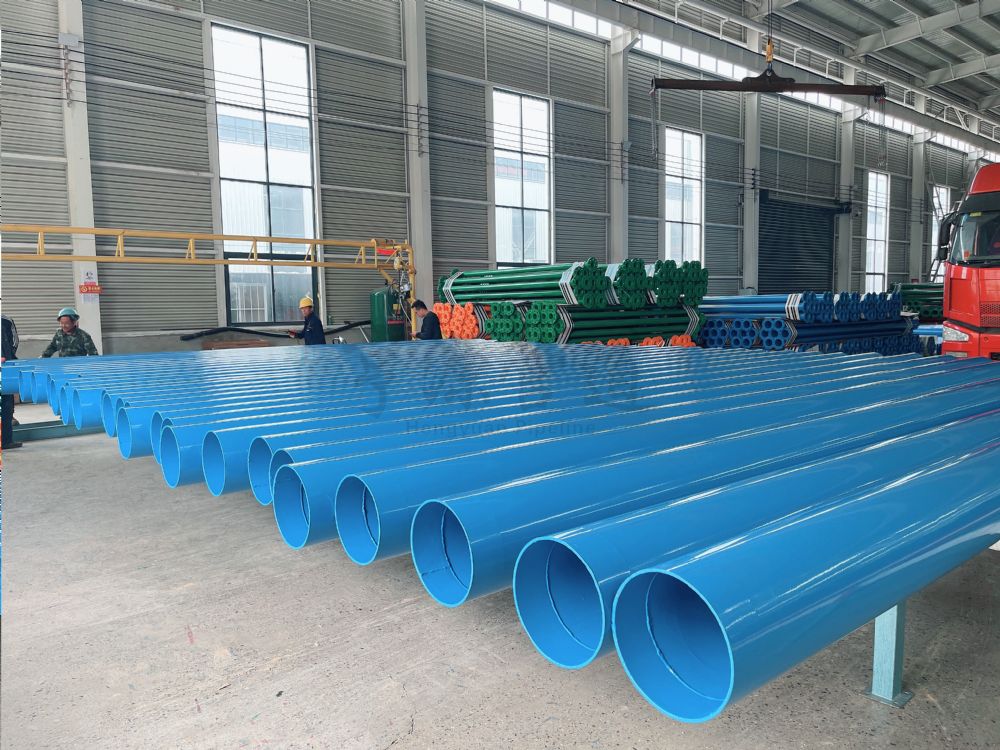
雙金屬焊接塗塑鋼管
> 塗塑鋼管
給排水輸送
雙金屬鏈接
雙金屬焊接塗塑鋼管是一種具有創(chuàng)新理念(niàn)的管(guǎn)道產品,其核心思想是在碳鋼和不鏽鋼(gāng)之間實現有效的結合。這種管道在九十年代由德國的霍爾茨明堡鋼鐵(tiě)焊接(jiē)實驗室首次提出,並經過新加坡、澳大利亞等國持續研發,但(dàn)並未在管道領域得(dé)到廣泛應用。然而(ér),國內的一些研發單位對這一(yī)核心技術進(jìn)行了消化吸收,成功地生產出了雙金屬(shǔ)焊接塗
13111768345
雙金屬焊接(jiē)塗塑鋼管(guǎn)是一種具有創新理念的管道產品,其(qí)核心思(sī)想是在碳鋼和不鏽鋼之間實現有效(xiào)的結合。這種管道在九十年代由(yóu)德國的霍爾茨明堡鋼鐵(tiě)焊接實驗室首次提出,並經過新加坡、澳大利亞等(děng)國持續研發,但並(bìng)未在管道領域得到廣泛應用。然(rán)而,國內的一些研發單位對這一核心技(jì)術進行了消化吸收,成功地生產(chǎn)出了雙金屬焊接塗塑鋼管,並將(jiāng)其應用到了實際(jì)的工程項目中,如上海(hǎi)工商銀行外高橋分行(háng)項目、遼寧葫蘆島造船廠項目、無錫麗森(sēn)大酒店和廣元機場等。
在進行施工焊接前,必須對接口進行20-30度的破口處理。焊縫(féng)底層(céng)可以用氬弧焊進行打底,或者使用不鏽鋼焊條(304或314不鏽鋼型號)進行打底,打底的厚度應(yīng)不大於管(guǎn)材壁厚的四分之(zhī)一。然後,使(shǐ)用碳鋼焊條完成整個接口的焊接。需要注意的是,打坡口和不(bú)鏽(xiù)鋼采用(yòng)滿焊方(fāng)式緊貼鋼管內壁這兩種方(fāng)式都是必(bì)要的。
在焊接後,焊口內、外修補是保證(zhèng)管道質量的重要環節。修(xiū)補的塗(tú)層材料以環(huán)氧樹脂粉末或雙組份(fèn)環氧樹(shù)脂修補液為主,在其內、外表麵(miàn)塗敷上一(yī)層環氧樹(shù)脂防腐層。
在進(jìn)行塗塑管的焊(hàn)接施工時,預留焊縫部位必(bì)須進行砂磨處(chù)理至Sa2.5級,表觀錨紋深度在50μm和112μm之間。這樣可以保證管道施工(gōng)後保持附著力以及內壁光(guāng)潔,無焊渣、氣(qì)孔,從而(ér)保證管道的(de)內修(xiū)補質量。
雙金屬焊接塗(tú)塑鋼管(guǎn)的最大優(yōu)勢在於它完全避免了(le)傳統塗塑鋼管連接方式所麵臨的高成本和抗壓強度低的問題。在製造過程中,它采用特種焊接預製技術,將碳鋼(gāng)和不鏽鋼緊密結(jié)合(hé)在一起,從而避免了在焊接施工時對(duì)塗覆層的破(pò)壞。這種連接方案(àn)無疑是塗塑鋼管,尤其是埋(mái)地塗塑鋼(gāng)管(guǎn)的最佳選擇(zé)。

在進行施工焊接前,必須對接口進行20-30度的破口處理。焊縫(féng)底層(céng)可以用氬弧焊進行打底,或者使用不鏽鋼焊條(304或314不鏽鋼型號)進行打底,打底的厚度應(yīng)不大於管(guǎn)材壁厚的四分之(zhī)一。然後,使(shǐ)用碳鋼焊條完成整個接口的焊接。需要注意的是,打坡口和不(bú)鏽(xiù)鋼采用(yòng)滿焊方(fāng)式緊貼鋼管內壁這兩種方(fāng)式都是必(bì)要的。
在焊接後,焊口內、外修補是保證(zhèng)管道質量的重要環節。修(xiū)補的塗(tú)層材料以環(huán)氧樹脂粉末或雙組份(fèn)環氧樹(shù)脂修補液為主,在其內、外表麵(miàn)塗敷上一(yī)層環氧樹(shù)脂防腐層。
在進(jìn)行塗塑管的焊(hàn)接施工時,預留焊縫部位必(bì)須進行砂磨處(chù)理至Sa2.5級,表觀錨紋深度在50μm和112μm之間。這樣可以保證管道施工(gōng)後保持附著力以及內壁光(guāng)潔,無焊渣、氣(qì)孔,從而(ér)保證管道的(de)內修(xiū)補質量。
相關產品
- 暫無相關(guān)信息
 網站(zhàn)首頁
網站(zhàn)首頁 關於我們
關於我們 新聞(wén)資(zī)訊
新聞(wén)資(zī)訊 產品中心(xīn)
產品中心(xīn) 工程案例
工程案例 聯係我們
聯係我們 網站地圖(tú)
網站地圖(tú) xml地圖
xml地圖
 聯係人:李雲
聯係人:李雲 電話:13111768345
電話:13111768345 郵箱:742457581@qq.com
郵箱:742457581@qq.com 地址:河北省(shěng)滄州鹽山縣正港(gǎng)工業園區
地址:河北省(shěng)滄州鹽山縣正港(gǎng)工業園區 冀公網安備 13092502001761號(hào)
冀公網安備 13092502001761號(hào)